
Precision Metal Fabrication Services
November 4, 2021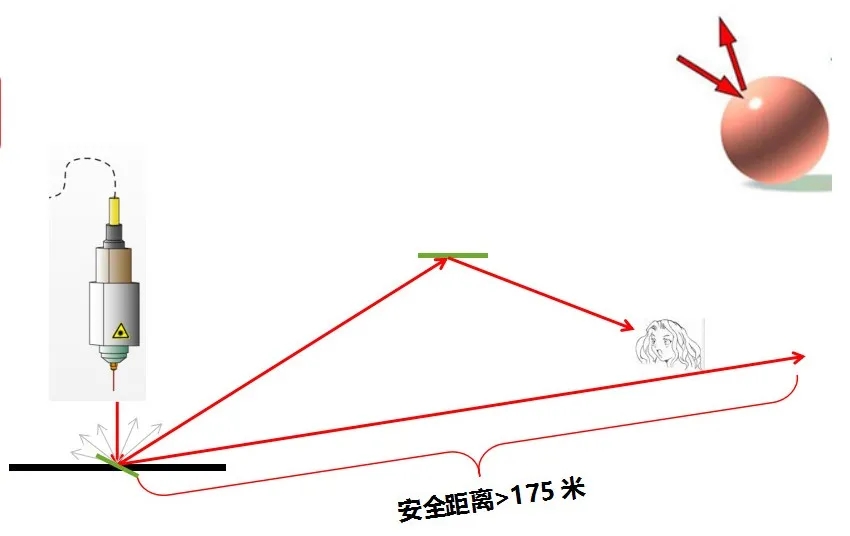
Hand-held laser welding
November 5, 2021Standard operation of electrostatic spray gun
Electrostatic powder spraying is common used in Sheet metal fabrication. It’s used for protection the surface of the products.
The working principle of electrostatic powder spraying is that the electrostatic powder spray gun is connected with a high-voltage electrostatic generator. When the electrode of the spray gun is connected with high-voltage static electricity, a high-voltage electrostatic field is generated between the positive electrode of the workpiece and a corona discharge is formed at the mouth of the gun.
When the powder coating is transported by the purified air from the powder feeder to the spray gun, and sprayed from the spray gun, the atomized powder traps free electrons in the corona discharge zone and becomes negatively charged particles, which are forced along the electric field under the action of air flow and electric field. It flies to the surface of the workpiece, and is arranged according to the distribution density of the power line on the surface of the workpiece. It is only adsorbed on the surface of the workpiece under the action of Coulomb’s electrostatic attraction. Floor.
 Due to its superiority, powder coating technology has been widely used in industries including sheet metal, automobiles, home appliances, engineering machinery, and construction. As a key part of the powder coating electrostatic spray gun that affects the powder coating rate, we need to attach great importance to it, and we must also carry out standardized operations and daily maintenance.
Due to its superiority, powder coating technology has been widely used in industries including sheet metal, automobiles, home appliances, engineering machinery, and construction. As a key part of the powder coating electrostatic spray gun that affects the powder coating rate, we need to attach great importance to it, and we must also carry out standardized operations and daily maintenance.
Preparation before spraying
1. Before preparing for powder spraying, first perform strict pre-treatment (degreasing, rust removal, phosphating) of the workpiece, accurately hang it, and have a good grounding;
2. Start and check the air source of the system;
3. Turn on the exhaust fan of the powder spraying chamber and turn on the spraying equipment to be in working condition. Pay special attention to the level of fluidization air pressure of the powder supply system depends on the type of powder and other factors that affect fluidization, such as humidity and temperature. The powder rises with the fluidized air flow, and the surface of the powder layer only boils slowly, and it feels like water without any particles when stirred by hand. Wait for the powder to continue to fluidize for 5-10 minutes before starting spraying. Make sure that the spray gun is not triggered, and then turn on the power to the controller;
4. The spraying personnel should wear suitable work clothes, and use filter breathing equipment if possible.
Use of powder spray gun
1. Point the powder spray gun at the powder spraying chamber, pull the trigger to start test spraying the workpiece;
2. Adjust the electrostatic high voltage, electrostatic current, powder volume pressure and atomization pressure;
(1) Electrostatic high voltage 65-100kV: Too high voltage is easy to cause powder rebound and edge pitting; too low voltage is easy to cause low powdering rate;
(2) Electrostatic current 15-30uA: Too high current will easily lead to discharge breakdown of the powder coating; too low current will also cause low powder loading rate (except for back sprayed workpieces);
(3) The powder volume air pressure is 2.0~4.5kgf/㎡: the higher the powder volume pressure, the faster the powder deposition speed, which is beneficial to quickly obtain the required coating thickness, but if it is too high, it will increase the powder dosage and powder The wear rate of the consumables of the spray gun.


Precautions for the use of powder spraying machine
1. Before use, check whether the air of the air compressor is clean, and ensure that the gas quality is free of oil, dry, and moisture; also regularly check the refrigeration dryer and filter;
2. The air pressure entering the powder sprayer must be maintained at 0.5 to 0.7Mpa, and cannot be lower than 0.5Mpa during use (except for the experimental gun). If it is too low, the powder will be small or no powder will be discharged;
3. Check if the fluidization of the powder bucket is normal during use: the powder keeps tumbling, bubbling, etc. in the powder bucket, reaching into the powder by hand and stirring it back and forth, just like water, easily and freely, without any debris or powder clusters. ; If the fluidization is not good, it will cause uneven powder output and powder spitting;
4. When using the powder sprayer, you must check whether the workpiece is well grounded (refer to ensure that the pile is embedded in the ground at a depth of more than 1.5 meters), the grounding resistance should not be greater than 1 megohm, and the spreader should be cleaned regularly;
5. The powder suction pump must be cleaned up on time, and the powder catch tube must be regularly inspected and replaced, otherwise it will cause small powder output, uneven powder output, powder spitting, etc., which will seriously damage the precision parts of the powder supply pump and cause damage to the powder supply pump. Powder pump; red and black quick-insertion inner filter cotton, under the premise of ensuring high-quality air source, it must be replaced according to the cumulative use of the cycle;
6. The powder conveying channel must be cleaned up on time, and the powder pipe must be cleaned up before leaving get off work every day to prevent clogging, so as to avoid small powder output and no powder output;
7. The air pipe must be cleaned on time, and check whether the air pipe is blocked at any time, and it should be cleaned in time, otherwise it will affect the powder output state;
8. The electrode needle and nozzle of the spray gun must be cleaned on time to prevent clogging. The electrode needle and nozzle should be replaced based on actual wear, otherwise the product quality will be affected; generally the use time is longer, and the electrode needle protection block is generally used for 10 to 15 days replace;
9. When using the spray gun, the distance between the gun head and the workpiece must be appropriate. The distance between the manual spray gun and the workpiece is recommended to be between 100mm and 200mm, and the distance between the automatic spray gun and the workpiece is recommended to be between 280mm and 350mm, otherwise the product quality will be affected. .



{kind=link}
{kind=link}
{kind=link}